
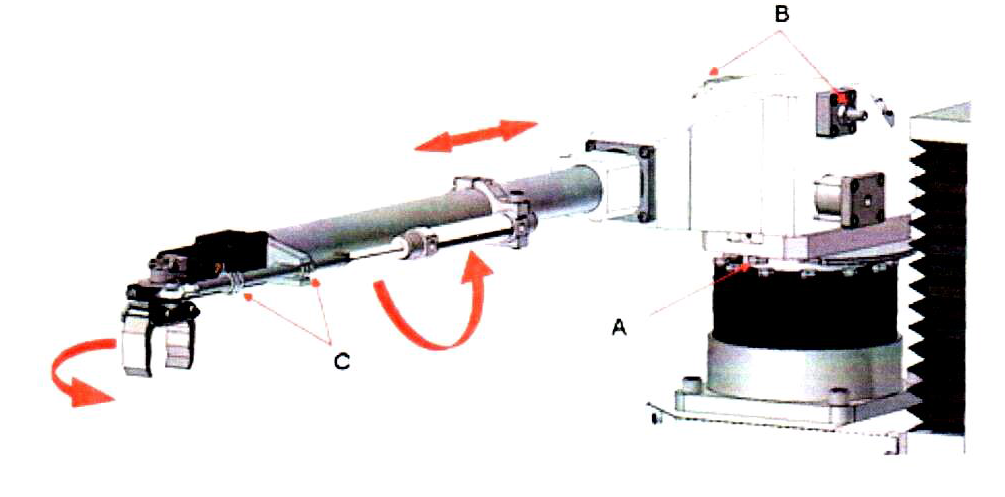
Манипулятор предназначен для автоматической загрузки горячих заготовок в центр штампа пресса для ковки быстрого цикла, в максимально короткое время и с исключительной точностью. В зависимости от версии может производить загрузку одиночных или двойных круглых заготовок, плоских прутков или дисков. Основные составляющие: подающий конвейер и поворотный кронштейн (манипулятор) с захватом. Манипулятор смонтирован на опоре, закрепленной на прессе, способен производить угловое перемещение по горизонтальной плоскости, вертикальный подъем, опускание и поворот. Приводится в действие электрическими двигателями, управляемыми СNC (CNC - числовое программное управление), снабженного функциями электронного управления положением, ускорением, замедлением и автоматическим тормозом. С внутренней стороны манипулятора установлен пневмопривод захвата пресса. Манипулятор легко поддается регулированию по продольной оси для максимально точного помещения заготовки в штамп. Можно применять различные виды захвата, позволяющие поместить заготовку в штамп в наиболее подходящем для штамповки положении. Поворот по собственной оси для выравнивания положения заготовки производится с помощью пневматического поворотного привода.
Подающий конвейер получает заготовки из нагревательной печи и укладывает их в центр штампа полностью при автоматизированном цикле. Из печи заготовка направляется на конвейерную цепь, а далее попадает на захват пресса.
При достижении контакта с тормозом заготовки захват опускается, закрывается и сразу же поднимается снова. Совместные движения пресса и ползуна вверху заставляют манипулятор немедленно поворачиваться к центру штампа, таким образом, он опускается практически до соприкосновения со штампом, захват открывается и раскаленная заготовка укладывается в штамп. Сразу после этого манипулятор поднимается и возвращается в исходное положение для начала нового цикла.
Между тем, когда манипулятор вернулся на исходную позицию, если заготовка на подходе или уже на месте, манипулятор снова опускается, захват закрывается, затем поднимается и ожидает окончания штамповки (когда пресс в верхней мертвой точке) для начала нового цикла. Вертикальное выпрямление (с вращением манипулятора по собственной оси) и его ориентирование в плоскости на штампе происходит во время продвижения манипулятора к центру пресса и последующего возврата в исходную позицию.
Движение манипулятора к центру штампа синхронизировано электронно с движением ползуна. При изменении скорости движения ползуна меняется также и скорость движения манипулятора загрузки.
Обратный звонок
Пожалуйста, укажите имя и свой номер телефона, чтобы мы могли связаться с Вами



Ваше сообщение отправлено. Мы перезвоним Вам.
Обрабатываем введенные данные...